滚动轴承的装配应根据轴承的结构、尺寸大小和轴承部件的配合性质而定。一般滚动轴承的装配方法有锤击法、压人法、热装法及冷缩法等。
1、滚动轴承装配前的准备工作
(1)按所要装配的轴承准备好需要的工具和量具。按图样要求检查与轴承相配零件是否有缺陷、锈蚀和毛刺等。
(2)用汽油或煤油清洗与轴承配合的零件,用干净的布擦净或用压缩空气吹干,然后涂上一层薄油。
(3)核对轴承型号是否与图样一致。
(4)用防锈油封存的轴承可用汽油或煤油清洗;用厚油和防锈油脂封存的可用轻质矿物油加热溶解清洗,冷却后再用汽油或煤油清洗,擦拭干净待用;对于两面带防尘盖、密封圈或涂有防锈、润滑两用油脂的轴承则不需要进行清洗。
2、滚动轴承装配方法
(1)圆柱孔轴承的装配
①不可分离型轴承(如深沟球轴承、调心球轴承、调心滚子轴承、角接触轴承等)应按座圈配合的松紧程度决定其装配顺序。当内圈与轴颈配合较紧、外圈与壳体较松配合时,先将轴承装在轴上,然后,连同轴一起装入壳体中。当轴承外圈与壳体孔为紧配合、内圈与轴颈为较松配合时,应将轴承先压人壳体中;当内圈与轴、外圈与壳体孔都是紧配合时,应把轴承同时压在轴上和壳体孔中,
②由于分离型轴承(如圆锥滚子轴承、圆柱滚子轴承、滚针轴承等)内、外圈可以自由脱开,装配时内圈和滚动体一起装在轴上,外圈装在壳体内,然后再调整它们之间的游隙。
轴承常用的装配方法有锤击法和压人法。图1-a是用特制套压人,图1-b是用铜棒对称地在轴承内圈(或外圈)端面均匀敲人。图2 是用压人法将轴承内、外圈分别压入轴颈和轴承座孔中的方法。

图1 锤击法装配滚动轴承(a用特制套压入;b用铜棒敲入)
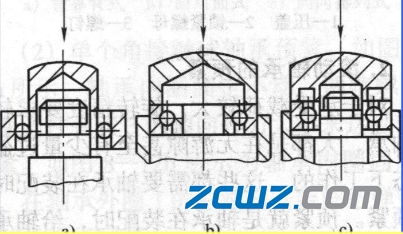
图2 压入法装配滚动轴承
注:a将内圈装到轴颈上;b将外圈装入轴承孔中;c将内、外圈同时压入轴承孔中。
如果轴颈尺寸较大、过盈量也较大时,为装配方便可用热装法,即将轴承放在温度为80~ 100~C的油中加热,然后和常温状态的轴配合。轴承加热时应搁在油槽内网格上(图3),以避免轴承接触到比油温高得多的箱底,又可防止与箱底沉淀污物接触。对于小型轴承,可以挂在吊钩上并浸在油中加热。内部充满润滑油脂带防尘盖或密封圈的轴承,不能采用热装法装配。
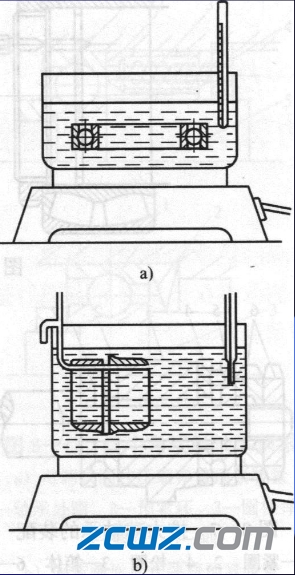
图3 轴承在邮箱中加热的方法
(2)圆锥孔轴承的装配过盈量较小时可直接装在有锥度的轴颈上,也可以装在紧定套或退卸套的锥面上(图4); 对于轴颈尺寸较大或配合过盈量较大而又经常拆卸的圆锥孔轴承,常用液压套合法拆卸(图5)。

图4 圆锥孔轴承的装配
注:a直接装在锥轴颈上;b装在紧定套上;c装在退卸套上

图5 液压套合法装配轴承
(3)推力球轴承的装配推力球轴承有松圈和紧圈之分,装配时应使紧圈靠在转动零件的端面上,松圈靠在静止零件的端面。上(图6),否则会使滚动体丧失作用,同时会加速配合零件间的磨损。
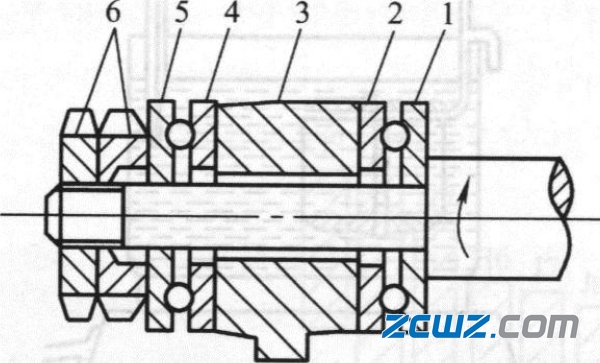
图6 推力球轴承的装配
注:1、5-紧圈;2、4-松圈;3-箱体;6-螺母。
3、滚动轴承装配件误差的检测方法
对精度要求较高的主轴部件,为了提高主轴的回转精度,轴承内圈与主轴装配及轴承外圈与箱体孔装配时,常采用定向装配的方法。定向装配就是人为地控制各装配件径向跳动的方向,合理组合,采用误差相互抵消来提高装配精度的一种方法。装配前需对主轴轴端锥孔中心线偏差及轴承的内、外圈径向跳动进行测量,确定误差方向并作好标记。
(1)轴承外圈径向圆跳动检测。如图7所示,测量时,转动外圈并沿百分表方向压迫外圈,百分表的最大读数则为外圈最大径向圆跳动。
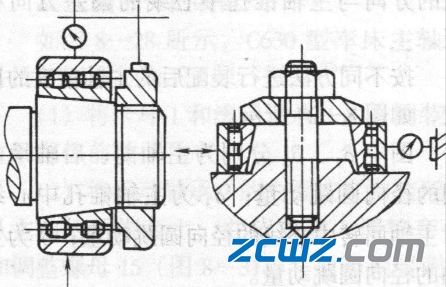
图7 轴承外圈径向圆跳动检测
(2)轴承内圈径向圆跳动检测。如图8所示,测量时外圈固定不转,内圈端面上施以均匀的测量负荷F, F的数值根据轴承类型及直径变化,然后使内圈旋转一周以上,便可测得轴承内圈内孔表面的径向圆跳动量及其方向。
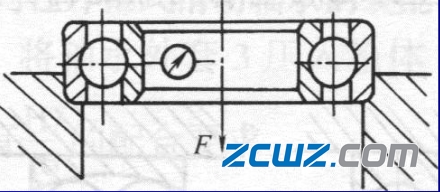
图8 轴承内圈径向圆跳动检测
(3)主轴锥孔中心线的检测。如图9所示, 测量时将主轴轴颈置于V形架上,在主轴锥孔中插入测量用心轴,转动主轴一周以上,便可测得锥孑L中心线的偏差数值及方向。
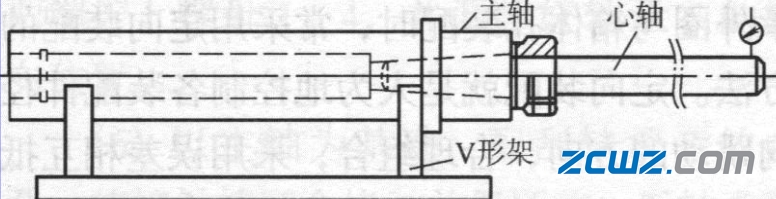
图9 测量主轴锥孔中心线偏差





