1. 游标卡尺
当使用简单的刻线量具(如刻度尺)进行测量时,要求准确到1/10刻度是相当困难的,主要是因为人眼的分辨能力所限。为增加读数的准确度,可以利用机械细分的办法解决。游标卡尺的原理实际上就是游标刻线细分原理,通常在测量准确度要求不高的生产车间使用,如在轴承生产中,锻件、热处理件及外购保持架、车工件的检验可用游标卡尺,直接量出工件的内径、外径、宽度等尺寸。
1) 外形结构
游标卡尺的外形结构,见图2-1。它由主尺(尺身)1、带游标的尺框2、活动量爪3、固定量爪4、内量爪5、6和固定螺丝7组成。在使用时,先将固定螺丝7松开,尺框2连同3、6一起在主尺上移动。测量准确后,通过螺丝7紧固,以保持读数。由于卡尺均无测力装置,所以在使用时要防止用力过大,否则会影响测量准确度。一般以量爪的测量面紧密接触被测件同时活动量爪又无视力可见的偏转为宜,有经验者多以手感掌握。

2) 游标卡尺读数方法
游标读数(或称为游标细分)原理是利用主尺刻线间距与游标刻线间距差实现的。
游标卡尺按其刻度值分类有0.1mm、0.05mm和0.02mm三种,这三种游标卡尺的尺身上的刻线间隔是相同的,即每格为1mm。所不同的是游标上的刻度
间隔与尺身的刻度间隔的差值不同,因此它们的读数也不同。现就我们公司仅用的一种(0.02mm)作简述如下:
0.02mm游标卡尺尺身每小格为1mm,当两爪合并时,尺身上的49mm刚
好对正游标上的50格(图2-2),则游标每格 = 49 ÷ 50 = 0.98mm,尺身与游标每格相差 = 1 - 0.98 = 0.02mm。使用游标测量读数时,应首先根据游标零线所处位置读出主尺刻度的整数部分。然后判断游标的哪一根刻线与主尺刻线重合,重合的游标刻线序数乘以游标分度值,即可得出主尺刻度的小数部分。主尺读数与游标读数相加即为测得值。

3) 使用是注意事项
A.测量工件时,应被测工件的尺寸大小及精度要求来选用游标卡尺。
B.测量前应检查尺身、游标刻线对齐的情况,以免产生读数误差。
随着科学技术的发展,为了进一步提高读数准确度和减轻人眼的疲劳,出现了带表卡尺和数显卡尺,逐渐从游标读数细分发展成齿轮放大细分和电细分。
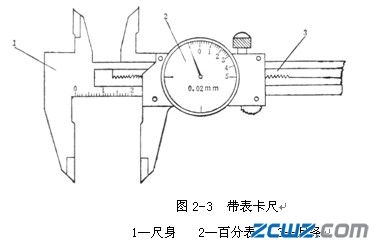
如图2-3所示的带表卡尺,尺身1上刻有毫米刻线,并装有高精度尺条3,以齿条为基准带动百分表指针转动,替代游标装置进行读数。百分表的分度值有0.01mm、0.02mm和0.05mm三种。
如图2-4所示的数显卡尺。在尺身1上均匀分布的容栅代替了刻线,通过电容传感器与集成电路将测量爪的位移量转换为数字显示,在尺框2上装有显示窗、公英制转换按钮3、置零按钮4等到。通过置零按钮4可以随时在尺身的任何位置置零,以便进行相对测量。数显卡尺读数为0.01mm/0.0005in。
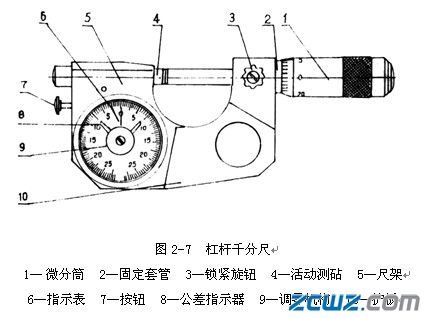
2. 千分尺
千分尺是利用螺旋传动原理的一种精密量具,由于受到螺旋副制造精度的限制,其分度值一般为0.01mm,但其测量精度比游标卡尺高,而且又比较灵敏,故用来测量加工精度较高的工件。

1) 外形结构
如图2-5所示,图中1是尺架,尺架的左端装有固定的测砧2,另一端装有测微螺杆3。尺架的两侧面上覆盖着隔热装置8,以防止使用时的手温传给千分尺,影响测量精度,尺架的右端有固定套筒4,套筒表面上有刻度。转动锁紧装置7可锁紧3固定不动,当测策螺杆3与测砧2接触时即停止前进。

2) 千分尺的套筒刻线及读数方法
图2-6中千分尽的测微螺杆3的左端的螺距为0.5mm,当微分筒圆锥面上共刻有50格,因此当活动套筒转一格,测微螺杆3就移动0.01mm。即0.5 ÷ 50 = 0.01mm。千分尺上的读数方法可分三步:

1) 使用时注意事项