金属热加工过程中比较容易出缺陷,如锻造加工中,锻造过热产生的空洞、微裂纹很可能会成为轴承接触疲劳失效的疲劳源。中华轴承网简称(华轴网)下面举一个铁路上某个轴承外圈断面磁痕的列子,希望大家滴轴承锻造加工常见的一些问题能有所了解。
1、轴承外圈断面磁痕状况
1)外观检查轴承外圈断面磁痕状况
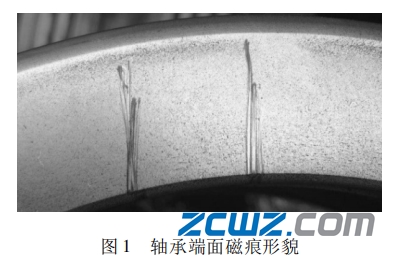
此铁路上某个轴承外圈磁痕位于套圈端面上,呈短线状或点状沿圆周方向密集分布,分布区域约为1/3圆周,形貌见图1。
2)显微观察轴承外圈断面磁痕状况
制取轴承外圈端面磁痕处金相试样,将试样轻微磨抛后放大镜下观察,可见轴承外圈端面上有大量细小坑状缺陷密集分布,形貌见图2。该缺陷在灯光照射下发亮,是由于其底部或侧壁反光所致。由图2可见,坑状缺陷大小不一,但大致可看出其形态分布方向为沿圆周方向。

显微镜下观察,可见细小缺陷为孔洞,孔洞呈条形,内部未发现有夹杂物,长度约为0.3 mm,有一定深度,形貌见图3。

2、轴承表面常见的一些缺陷
在轴承生产过程中,轴承表面出现类似坑状缺陷,有以下几种可能: 机械伤、腐蚀坑、锻造过烧孔洞露头以及原材料缺陷等。其中,机械伤是由于零件表面受到撞击或磕碰产生的痕迹,腐蚀坑是由于零件表面接触到腐蚀介质导致表面产生坑状腐蚀痕迹,这两种缺陷从产生机理上决定了其不会出现在零件内部。而原材料缺陷为冶金缺陷,其在最终成品零件上的分布相对来说是无规律的;锻造过烧孔洞为热加工缺陷,其分布于组织内部偏析严重部位。这两种缺陷不会仅分布于零件表面。
3、轴承加工过程
众所周知,轴承加工过程中,轴承钢只经历三个较高温度( 800 ℃以上) 的加工过程: 热轧成型、锻造成形和热处理贝氏体淬火过程。一般来说,在三个加热过程中,热处理淬火加热温度要低于锻造温度和热轧成型温度。而磁痕轴承套圈的组织评级合格,证明热处理过程没有出现过热状况,故轴承套圈内孔洞的产生应不是在热处理过程中产生。
锻造过烧会导致轴承钢晶粒长大,严重时不仅表面金属晶界被氧化开裂,而且金属内部成分偏析较严重的区域,晶界也开始融化,形成尖角状孔洞。如果轴承钢锻造过烧导致成品套圈组织内产生孔洞,也分为有两种情况:
1) 在工艺规定温度范围内,套圈上局部组织严重偏析导致局部过烧;
2) 锻造温度过高导致整个套圈晶粒长大,晶界开始融化,组织内产生孔洞。
以上两种情况,孔洞所在区域晶粒长大是不可避免的,故而锻造过烧区域断口观察时一般都呈现闪闪发光的晶粒棱面,称石状断口。
而砸制的磁痕套圈断口观察,断口整体呈细瓷状,说明金属晶粒并没有明显的长大现象;通过扫描观察,断口面上有孔洞缺陷。该状况同锻造过烧典型断口状态存在差异,且金相检测发现孔洞大多分布于碳化物带上,这使得套圈组织内孔洞是在锻造过程产生的情况存疑。
4、此次轴承外圈断面磁痕的原因
经过分析,得知此次轴承套圈孔洞在棒料中就已经出现了,经钢材供货厂分析得知,钢锭开坯轧制时温度过高导致钢材组织偏析部位低熔点物质融化,产生局部过烧,是产生显微孔隙的一个根本原因。由于细小孔洞分布于碳化物聚集位置,说明碳化物带上的低熔点物质首先融化并产生空隙,形成孔洞。综合以上分析,该套圈端面磁痕的产生与原材料显微孔隙有关。
5、轴承外圈断面磁痕缺陷的常见因素
1) 轴承外圈端面磁痕常见因素之一是由于原材料显微孔隙和碳化物呈带状聚集分布所致。
2) 轴承外圈端面磁痕常见常见因素之二显微孔洞产生的原因与轴承钢热轧过程有关。





