nw表示。砂轮高速旋转完成主运动,用符号nt表示。砂轮或工件往复直线运动完成纵向进给运动(也称为轴向运动),用符号fa表示。在完成纵向进给运动后,砂轮或工件还要作一次横向进给运动(也称为径向运动),用符号fr表示。实际磨削时,根据工件形状和尺寸的不同,可采用纵磨法或切入法磨削内孔,如图3-56 (b)所示。某些普通内圆磨床上装备有专门的端磨装置,采用这种端磨装置,可在工件一次装夹中完成内孔和端面的磨削,如图3-56 (c)、(d)所示。这样既容易保证孔和端面的垂直度,又可提高生产效率。
nw)。砂轮除了完成主运动(nt)外,还作纵向进给运动(fn)和周期横向进给运动(fr)。加工结束时,压紧轮沿箭头A的方向摆开,以便装卸工件。磨削锥孔时,可将滚轮1、导轮3和工件4一起偏转一定角度。这种磨床主要适用于大批大量生产中,加工那些外圆表面已经精加工且又不宜用卡盘装夹的薄壁工件以及内、外圆同轴度要求较高的工件,如轴承环之类的零件。
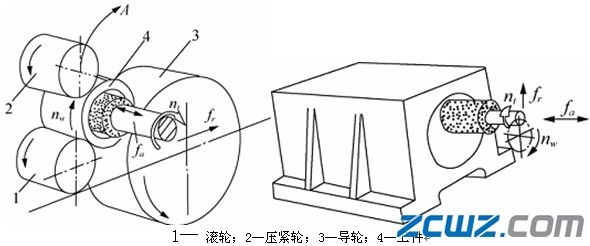
nt)外,同时还要绕被磨削孔的轴线以缓慢的速度作公转,实现圆周进给运动(nw)。此外,砂轮还作周期性的横向进给运动(fr)及纵向进给运动(fa)(纵向进给也可由工件的移动来实现)。由于砂轮所需运动种类较多,致使砂轮架的结构复杂,刚度较差,主要适用于磨削重量和体积较大、形状不太规整、不适宜旋转的工件,例如磨削高速大型柴油机大连杆上的孔和发动机的各种孔等。