一、概况
旋转设备在安装或维修后始终存在轴对中的问题,对中精度的高低对设备运行周期及运行效率有着直接的影响。设备对中精度高,会使旋转支承部位振动小、温升低、磨损小、设备故障率低等特点;设备对中精度低,会使旋转支承部位振动加剧、温升高、磨损加快、设备故障率高,甚至会造成转子轴断裂等设备事故。可以说,旋转设备轴对中精度高低直接影响设备是否能够正常运转,对生产重点设备、高运转设备尤其重要。
二、轴不对中联轴器偏移情况分析
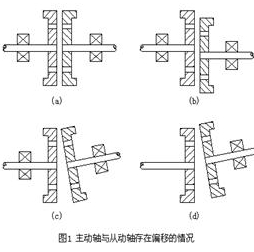
(一)偏移存在的情况轴不对中联轴器轴线位置偏差指铅垂方向和水平方向的偏移量,其中水平方向偏心分别存在如
下四种情况:
(1)两轴线平行且同心(理
想状态)如图1(a)所示;
(2)两轴线平行但不同心如
图1(b)所示;
(3)两轴线同心但不平行如图1(c)所示;
(4)两轴线不同心但不平行如图1(d)所示;
(二)偏移分析
图1所示的四种情况,两轴绝对对中属是理想状态,对在线运转设备始终保持轴线对中是难以达到理想状态的,各部位的不均匀膨胀、轴的弯曲、轴承的游隙、设备转子的动不平衡等原因,都可能造成轴在运转不对中的现象发生,所以在设备制造、安装、检修中都规定有允许的偏差值,因此,设备静态下轴不对中联轴器轴线位置偏差的控制显得尤为重要。
三、检测方法与测量
(一)基准部位的选择
轴不对中联轴器轴线位置偏差找正确定基准部位是非常重要的,比如离心卧式水泵机组、不带增速的风机等设备,基准部位就应该选择非电机端;带增速、带耦合器的大型鼓风机、透平机、汽轮机,基准部位就应该考虑电机端在最后调整过程中所形成的累积误差值,同时还需要考虑热膨胀对轴中心的影响,所选择的基准部位就应该尽量满足运转周期长、标准件、热膨胀中心线偏移小的部位作为基准部位。
(二)测量方法的选择
百分表测量法把专用的夹具(平台)或磁力表座装在作基准的半联轴器上,用百分表测量联轴器的径向间隙和轴向间隙的偏差值。此方法使联轴器找正的测量精度大大提高,运用百分表对水泵、风机等旋转设备找正相当普遍,通过查找数据表可以快速计算出原动机侧地脚螺栓调整数值。
(1)双表测量法(一点测量法)
用两块百分表分别测量联轴器外圆和端面同一方位上的偏差值,故又称一点测量法,即在测量某个方位上的径向读数的同时,测量出同一方位上的轴向读数。具体操作步骤如下:
①初步调整:设备吊装到位后,先用角尺、钢板尺等对吊装就位准备调整的设备上的联轴器做初步测量与调整;
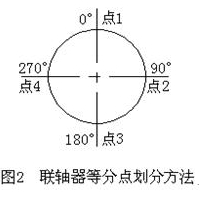
注:地脚螺栓支承面必须满足设备安装相关要求,需保证基准端略高于原动机端,否则,设备找正无意义。②等分线划分:将静态下的两半联轴器
在0°~360°之间平分四等分,并在等分点
做好画线标记,如图2所示。
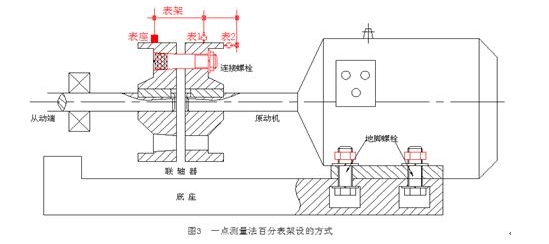
③百分表架设:在作基准的主机侧半联轴器上装上专用夹具及百分表,使百分表的触头指向原动机侧半联轴器的外圆及端面,架设方法如图3所示。
④百分表校正:保证架设的测量杆有一定的初始测力,即在测量头与零部件表面接触时,有0.3~1mm的压缩量,然后调整表圈,使表盘的零度刻线对准指针。轻轻拉动测量杆的圆头几次,检查百分表的指针所指的零位有无变化。如果是旋转设备偏移值测量,选择两半联轴器其中一端,根据图2联轴器等分点划分方法从点1旋转360°回到点1的位置,检查百分表的指针所指的零位有无变化如无变化即可开始测量或零件校核。
⑤测量与记录:测量时,先测0°方位的径向读数a1 及轴向读数s1。为了分析计算方便,常把a1 和s1 调整为零,然后两半联轴器同时转动,每转90°读一次表中数值,并把读数值填到记录图中。圆外记录径向读数a1,a2,a3,a4,圆内记录轴向读数s1,s2,s3,s4,当百分表转回到零位时,必须与原零位读数一致,否则需找出原因并排除之。常见的原因是轴窜动或地脚螺栓松动,测量的读数必须符合下列条件才属正确,即a1+a3=a2+a4;s1+s3=s2+s4。测
量记录图如图4所示。如果表2测量点为联
轴器内侧时,则s1、s3的读数在后续判断
调整支点计算中应为此数的相反数。

通过对测量数值的分析计算,确定两轴在空间的相对位置,然后按计算结果进行调整。这种方法应用比较广泛,可满足一般旋转设备的安装精度要求。主要缺点是对有轴向窜动的联轴器,在转子盘车时其端面的轴向度数会产生误差。因此,这种测量方法适用于由滚动轴承支撑的转轴,轴向窜动比较小的中,小型设备,如SH型水泵联轴器找正等。
(2)三表测量法(两点测量法)
三表测量法与两表测量法不同之出在于百分表接触联轴器与轴中心等距离处对称布置两块百分表,在测量一个方位上径向读数和轴向读数的同时,在相对的一个方位上测其轴向读数,即同时测量相对两方位上的轴向读数,可以消除轴在盘车时窜动对轴向读数的影响。
①百分表的架设
在作基准的主机侧半联轴器上装上专用夹具及百分表,使百分表的触头指向原动机侧半联轴器的外圆及端面,其中在联轴器端面等距离对角处架设两块百分表。0°方位上的表称为主表,180°方位上的表称为副表。百分表架设方法如图5所示。
②测量与记录
在测量0°~360°之间平分四等分点时,按照图2所示的划分方法将表1、主表、副表的零刻度线分别回零,记录下点1位置表1、主表、副表在零位的量值a1=0、s1′=0、s1″=0。旋转两半联轴器至点2位置,记录下a2、s2′、s2″的数值;旋转两半联轴器至点3位置,记录下a3、s3′、s3″的数值;旋转两半联轴器至点4位置,记录下a4、s4′、s4″的数值;旋转两半联轴器至点1位置,表1、主表、副表在零位的量值a1=0、s1′=0、s1″=0,确定此组测量数值的正确性。圆外记录径向读数a1,a2,a3,a4,圆内记录轴向读数s1=0,s2= (s2′+ s2″)/2,s3= (s3′+ s3″)/2,s4= (s4′+ s4″)/2。如果主表、副表测量点为联轴器内侧时,则s1、s3的读数在后续判断调整支点计算中应为此数的相反数。
③三表测量法与两表测量法的差别
三表测量法测量较两表法测量最大的区别在于测量更加精确。现场测量过程中,如果传动轴在旋转的过程中轴线方向上发生了位移,两表法测量数值较真实值就会产生误差值,使用三表法就能够消除消除轴向窜动带来的误差值。通过对三表法在180°方向上的两个数值做镜像分析,就可以得出轴向位移的偏差值。即: a3=(a1+a2)/2 分析原理图如图6所示
这种测量方法精度很高,适用于两半联轴器直接靠螺栓无中间连接部件需要精确对中的精密或高速运转的联轴器设备,如汽轮机、鼓风机、加压机组、离心式空压机组等。
(3)金属杆联轴器三表测量法
针对两半联轴器之间存在连杆或其它连接的情况时,利用百分表表杆无法满足距离要求时,需要制作专用的测量平台,其测量方法较一般的三表测量方法将有所改变。
①百分表的架设
在作基准的主机侧半联轴器上装上专用夹具,并制作安装测量平台,磁性表座安装在测量平台上,使百分表的触头指向原动机侧半联轴器的外圆及端面,其中在联轴器端面等距离对角处架设两块百分表。0°方位上的表称为主表,180°方位上的表称为副表。架设方法如图7所示。
②测量与记录
两半联轴器远距离测量较一般测量不同之处是无法保证两联轴器同步运转,按照图2联轴器等分点划分,将表1、主表调整至点1位置并调零,副表安装至点3位置并调零。保证基准端联轴器不动作,旋转基准端联轴器至点2位置不动作,在旋转主动端联轴器使点1至表1位置,记录下a2、s2′、s2″的数值,重复以上操作,分别记录下点3、点4位置的a3、s3′、s3″、a4、s4′、s4″的数值。圆外记录径向读数a1,a2,a3,a4,圆内记录轴向读数s1=0,s2= (s2′+ s2″)/2,s3= (s3′+ s3″)/2,s4= (s4′+ s4″)/2。如果主表、副表测量点为联轴器内侧时,则s1、s3的读数在后续判断调整支点计算中应为此数的相反数。
这种测量方法精度很高,适用于大、中型精密或高运转两半联轴器中间存在较大距离需要精确对中的精密或高速运转的联轴器设备找正,如汽轮机、鼓风机、透平机等联轴器找正。
(4)五表测量法(四点测量法)
在测量一个方位上的径向读数的同时,测出0°,90°,180°,270°四个方位上的轴向读数,并取其同一方位上的四个轴向读数的平均值作为分析与计算用的轴向读数,与同一方位的径向读数合起来分析联轴器的偏移情况,这种方法与三表法应用特点相同。
三、偏差示意图
旋转设备联轴器偏差情况分析示意图如图8所示。
四、联轴器偏差调整与计算结论表





