由于振动筛在运行过程中始终处于振动状态,振动筛筛体上的各安装部件易发生松动,如激振器轴承座、激振器防护罩、筛板等,尤其是激振器,作为振动筛的振源,其紧固螺栓更容易发生松动。
激振器松动问题导致振动筛故障频繁,而激振器轴承座的安装缺陷又使日常的检查与维修工作强度和难度增大,进而制约了整个生产系统的正常运行。
本文以某选矿厂生产线中的振动筛为例,讨论激振器轴承座的紧固方式。
1、激振器轴承座问题分析
1.1 激振器轴承座的安装方式
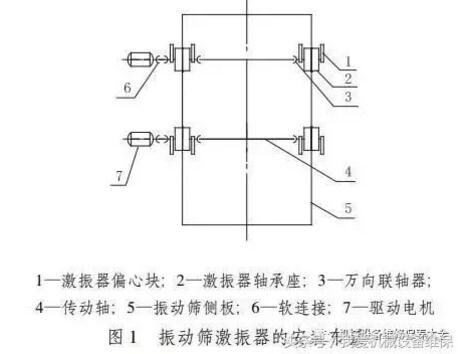
该生产线中直线振动筛振幅为8~11mm,工作频率为16Hz,驱动电机功率11~22kW,转速970r/min。该筛机采用双电机自同步原理驱动,驱动电机通过强力型胶带联轴器(软连接)直接驱动装在筛机侧帮板上的激振器(图1),使筛机工作运转。
该筛机激振器的安装方式(图2)如下:
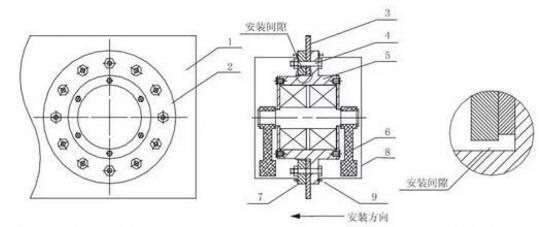
激振器轴承座5按照图2中的安装方向,穿过开在振动筛侧帮板1、3上的安装孔后,把激振器轴承座压盘7套装在图2相应位置;转动激振器轴承座及压盘,使其标记孔与振动筛侧帮板的标记孔相对应,而后绞孔螺丝4先后穿过激振器轴承座绞孔、振动筛侧帮板绞孔和激振器轴承座压盘绞孔。
然后紧固螺栓,使激振器轴承座安装法兰及激振器轴承座压盘贴于振动筛侧帮板的内外两表面;继续加大螺栓的紧固力矩,使激振器轴承座与压盘紧紧地夹住振动筛侧帮板,从而使激振器轴承座安装固定在振动筛侧帮板上;最后,安装激振器偏心块和护罩,直至完成振动筛激振器的整体安装工作。
1.2 存在的问题分析
振动筛在生产过程中始终处于振动状态,因此振动筛筛体上的各安装部件易发生松动,如激振器轴承座、激振器防护罩、筛板等,其中激振器作为振动筛的振源,其紧固螺栓更容易发生松动。
该紧固螺栓位于激振器防护罩内部,筛机停时,单凭眼观是无法判断其是否松动的,但是进行接触性检查就必须费工、费时地进行激振器护罩拆卸和安装工作;筛机运转时,更无法观察,只能根据筛机振动情况和声音来判断是否发生松动。
由于松动发现滞后严重,因此一旦松动现象发生,轻则停机紧固处理影响当班生产,重则导致激振器轴承座及压盘绞孔研磨受损严重必须更换,或使振动筛侧帮板上的受损绞孔很难修复,由于振动筛侧帮板一般无法更换,因此修复后安装的激振器无法恢复到原安装状态,更容易发生松动。螺栓松动不能及时发现,导致激振器轴承座的紧固和松动处理难度增大。
上述安装方式采用绞孔螺栓紧固连接,对激振器轴承座起到定位和紧固作用。但在实际使用过程中,安装紧固螺栓松动时有发生,分析其主要原因有:
(1)激振器轴承座的外径与振动筛侧帮板上的安装孔内径间隙大,径向尺寸3~4mm,形成了惯性振动距离。
(2)激振器在振动筛运转过程中,始终处于振动状态,特别是在筛机启动、停止时,瞬间驱动力矩和振幅加大,增大了激振器轴承座紧固螺栓的承载负荷。
(3)激振器安装后,偏心块和轴承座紧固螺栓处于安全护罩内,日常检查维护不便。
2、解决方案
针对以上问题,该选矿厂制订了如下解决方案(图3):
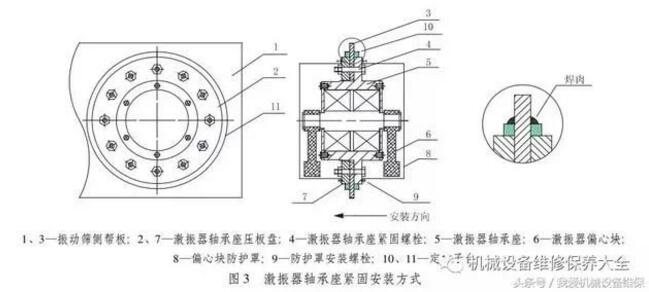
首先,将激振器轴承座准确定位安装,然后,将自制的定位子台焊接在振动筛侧帮板上,子台横截面以20mm×20mm为宜,子台与被定位件间隙以0.3~0.5mm为宜。这样,绞孔螺栓主要起到螺栓的轴向紧固作用,定位子台则起到控制轴承座径向跳动的作用,从而实现了对激振器轴承座的轴向、径向双约束。
所使用的定位子台选用35优质碳素钢板,车削加工成圆环状。加工时,圆环内径尺寸应大于轴承座及压盘外径尺寸0.3~0.5mm,以使其在安装时形成间隙配合方式,而圆环断面尺寸可根据轴承座及压盘的外径尺寸和厚度尺寸确定。该选矿厂激振器轴承座及压盘外径600mm,厚度40mm,因此确定子台横截面尺寸为20mm×20mm。
该技改方案施工简单,一台激振器可在1h内完成。施工时,将准备好的圆环套装在已安装好的激振器轴承座及压盘的外径,使用塞尺确保其与轴承座及压盘同轴度,同时确保圆环轴向端面与振动筛侧帮板紧密接触,这样圆环的外径面与振动筛侧帮板面就形成一个焊角,便于施焊和确保焊接强度,内径面便成为激振器轴承座的安装子台。
3、实施效果
采用上述方案对激振器轴承座进行改造后,生产实践表明,该方式有效延缓了轴承座紧固螺栓松动现象的发生:原绞孔受损的激振器轴承座及压盘按技改方式安装后,激振器的紧固螺栓松动发生时间由技改前的一周左右延长到3~6个月。
而绞孔未受损的轴承座通过加装定位子台可使螺栓紧固的时间长达一年,大大减少了设备维护与检修量,从而确保生产的正常运行。并且,该技改方案成本低廉,实施简便,可有效地防止振动筛激振器发生松动现象,同时也为该厂其他振动设备部件的紧固提供了一个解决思路。





