索雷工业碳纳米聚合物材料技术是一种材料应用技术,是利用材料的综合性能和针对性的修复工艺修复磨损部位,恢复原有尺寸公差并满足设备运转工况,已达到设备长久应用的目的。
(1)修复锅炉风机轴承位的原理:
对于传动部件而言任何修复工艺,都要满足三个条件,一是设备的同心度;二是部件尺寸公差;三是部件配合面精度,才能确保设备的长期安全运行。索雷工业在线修复风机轴是如何达到以上要求的:
1. 风机轴离线时,当材料固化后可以通过车、铣、刨、磨,进行尺寸公差的精确恢复;
2. 风机轴在线时,轴颈上通常是阶梯轴,不同位置尺寸都有尺寸公差,各个尺寸公差是一次加工而成,轴的同心度都会控制在误差范围以内,所以利用轴颈上未磨损的部位尺寸加工精度较高的工装,利用《工装修复工艺》完成尺寸及同心度的回复,虽然修后尺寸无法达到机加工但可以满足设备的运行;
3. 碳纳米聚合物材料,虽然比较硬和脆,但其抗挠曲强度性好,在受到设备振动冲击时会收缩缓冲吸收外力,不会像金属一样出现金属疲劳出现磨损;
4. 修复后的轴径尺寸与轴承内圈配合可以利用材料可塑性实现理论100%的配合接触面;
(2)修复锅炉风机轴承位磨损的必须考虑的因素:
1. 首先风机轴的运行温度、转速、磨损尺寸等数据;
2. 根据风机轴运行温度选用不同的材料型号,索雷SD7101H,该材料广泛应用于90摄氏度以下的环境中的设备上各种轴类的磨损,如风机轴承位磨损、轴承室磨损等;
3. 根据设备的转速和修复条件确定实际的修复工艺,目的是最大程度恢复轴修复后的同心和轴径公差尺寸;
4. 如何实现规法装配。
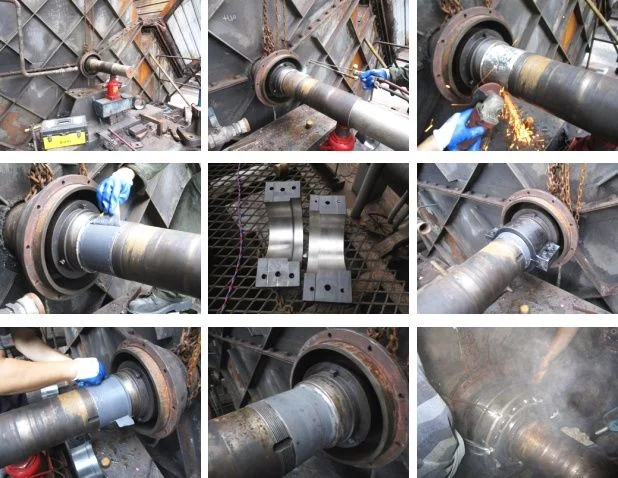
(3)索雷工业碳纳米聚合物材料修复锅炉风机轴承位步骤:
根据锅炉风机轴径尺寸和磨损现状确定《索雷工装工艺》,现场操作步骤如下:
1. 现场用外径千分尺测量轴径各尺寸,并进行复测核准后精加工工装;
2. 清理渗漏部位的油污,然后用乙炔氧气枪火焰将油迹碳化;
3. 用角磨机砂轮片打磨轴承位,使之露出金属原色表面越粗糙越好;
4. 螺纹部位做提前保护,防止SD7101H材料粘结螺纹内;
5. 打磨后轴承位表面清理干净,要求干净、干燥、坚实、粗糙;
6. 用无水乙醇清洁修复部位,直至挥发殆尽;
7. 按照SD7101H的1:2调和比例将材料调和均匀;
8. 工装内壁用无水乙醇清洗干净,将SD7000脱模机擦涂表面,至均匀无遗漏;
9. 轴上修复部位涂抹SD7101H材料,涂抹均匀至无气孔;
10. 迅速安装工装,至SD7101H材料固化;
11. 取下工装,清楚多余SD7101H材料,检测修复后轴径尺寸;
12. 将轴承加热到100摄氏度,迅速安装轴承,并锁紧螺母;
13. 调整轴与轴承座。轴与电机的同心,开机运行。